


The liquid photoresist undergoes a cross-linking polymerization reaction after being irradiated with UV light (300-400 nm), and the part exposed to the light forms a film and hardens without being affected by the developer. The commonly used exposure lamps are high-brightness, medium-pressure mercury lamps or metal halide mercury lamps. The lamp tube is 6000W, the exposure amount is 100-300mj/cm2, and the density measurement adopts a 21-level optical density table (Stouffer21) to determine the best exposure parameters, usually 6-8 levels. Liquid photoresist does not have strict requirements on the use of parallel light for exposure, but its photosensitive speed is not as fast as that of dry film, so a high-efficiency exposure machine (Drawer) should be used.
The photopolymerization reaction depends on the light intensity and exposure time of the lamp. The light intensity of the lamp is related to the excitation voltage and the use time of the lamp tube. Therefore, in order to ensure sufficient light energy for the photopolymerization reaction, it must be controlled by a light energy integrator. Its working principle is to ensure that when the light intensity changes during the exposure process, the exposure time can be automatically adjusted to maintain the total exposure energy unchanged, and the exposure time 25 to 50 seconds.
Factors that affect exposure time:
(1) The closer the distance of the light, the shorter the exposure time.
(2) The thicker the liquid photoresist, the longer the exposure time.
(3) The higher the air humidity, the longer the exposure time.
(4) The higher the pre-baking temperature, the shorter the exposure time.
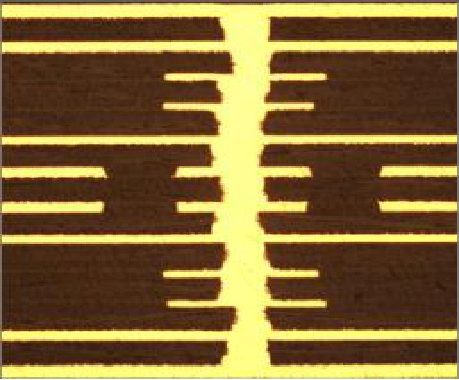
When the exposure is excessive, it is easy to form astigmatic refraction, the line width is reduced, and it is difficult to develop. When the exposure is insufficient, the development is prone to defects such as pinholes, hairs, and falling off, and the corrosion resistance and electroplating resistance are reduced. Therefore, choosing the best exposure parameters is an important condition to control the development effect.
The quality of the negative film directly affects the exposure quality. Therefore, the graphic line of the negative film should be clear, and there should be no dizziness, virtual edge and other phenomena. It is required to have no pinholes, trachoma, and good stability. The negative film requires high black and white contrast: the optical density of silver salt film (Density) DMAX ≥ 3.5, DMIN ≤ 0.15; the optical density of diazonium film DMAX ≥ 1.2, DMIN ≤ 0.1.
Generally speaking, after the film is made, it is transferred from one process (factory) to another process (factory), or stored for a period of time, before entering the yellow light room. After experiencing different environments, the dimensional stability of the film is difficult to guarantee. In my opinion, the negatives should be directly entered into the yellow light room, and if more than 80 plates are produced for each negative, they should be discarded. This can avoid the micro-deformation of the pattern, especially the micro-hole technology should pay more attention to this.
Precautions for Exposure Process Operation:
(1) It is essential for the exposure machine to vacuumize the drying box, and the vacuum degree is ≥90%. Only by vacuuming the negative film and the workpiece closely, the image can be guaranteed without distortion and the accuracy can be improved.
(2) During the exposure operation, if there is a sticky production film, it may be caused by insufficient pre-baking or too strong vacuum in the drying box. The pre-baking temperature and time should be adjusted in time or the vacuuming of the drying box should be checked.
(3) After the exposure is stopped, the PCB board should be taken out immediately, otherwise, the residual light in the lamp will cause excess glue after development.
(4) The working conditions must be met: dust-free yellow light operating room, cleanliness of 10,000 to 100,000 grades, and air-conditioning facilities. The exposure machine should have a cooling exhaust system.
(5) During exposure, the film surface of the negative film must be facing down, so that it is close to the photosensitive film surface to improve the resolution.
Development removes (dissolves) the wet film of the non-imaged non-graphics portion, leaving the imaged portion that has been photohardened. The methods generally include manual development and machine spray development.
The working conditions of this process are the same as those of the coating process.
Machine development formula and process specification:
Na2CO3 0.8~1.2%
Defoamer 0.1%
Temperature 30±2℃
Development time 40±10 seconds
Spray pressure 1.5~3kg/cm2
During operation, the breok point control is controlled at 1/3 to 1/2. In order to ensure the development quality, the developer concentration, temperature and development time must be controlled within an appropriate operating range. Too high temperature (above 35°C) or too long development time (above 90 seconds) will result in reduced film quality, hardness and chemical resistance.
There is excess glue produced after development, which is mostly related to process parameters, mainly including the following possibilities:
① The developing temperature is not enough.
②Na2CO3 concentration is low.
③Low spray pressure.
④The transmission speed is fast, and the development is not complete.
⑤ Excessive exposure.
⑥ Stacking.
Precautions for the operation of this process:
(1) If a wet film is found to enter the hole during production, it is necessary to increase the injection pressure and prolong the development time. After developing, carefully check whether the hole is clean, if there is residual glue, it should be reworked and displayed again.
(2) After the developer has been used for a period of time, the ability of the developer decreases, and the new solution should be replaced. Experiments have shown that when the pH value of the developer drops to 10.2, the developer has lost its activity. In order to ensure the image quality, the plate-making amount at PH=10.5 is set as the cylinder change time.
(3) After developing, it should be fully washed to avoid the lye being brought into the etching solution.
(4) If the phenomenon of open circuit, short circuit, exposed copper, etc. occurs, the reason is generally that there is damage or debris on the film.
In order to make the film layer have excellent anti-corrosion and anti-plating ability, it should be dried after development, and the conditions are that the temperature is 100 °C and the time is 1 to 2 minutes. After curing, the hardness of the film layer should reach 2H ~ 3H.
Revision is actually a self-check, the main purpose is to repair the defective parts on the graphics circuit, remove the parts that have nothing to do with the graphics requirements, that is, remove the excess such as burrs, glue points, etc., and make up for the missing ones such as pinholes and gaps, disconnection, etc. The general principle is to scrape first and then make up, so that it is easy to ensure the quality of the revision.
Commonly used revision liquids include shellac, asphalt, acid-resistant ink, etc. The simpler one is shellac liquid, and its formula is as follows:
Shellac 100~150g/l
Methyl violet 1~2g/l
Anhydrous ethanol Appropriate amount
Revision Requirements: The graphics are correct, the alignment is accurate, and the accuracy meets the process requirements; the edges of the conductive graphics are neat and smooth, without glue residue, oil, fingerprints, pinholes, nicks and other impurities, and the hole wall is free of residual film and foreign matter; 90% repair The workload of the plate is caused by the unclean exposure tools. Therefore, the negatives should be checked frequently during operation, and the drying box and the negatives should be cleaned with alcohol to reduce the amount of revision. Wear spun gauze gloves during revision to prevent hand sweat from contaminating the layout. If the first two processes are done quite well, there is almost no amount of revision, and the revision process can be omitted.
After etching or plating is completed, the resist protective film must be removed. Usually, 4-8% NaOH aqueous solution is used to remove the film, and the purpose is achieved by heating, expansion, peeling and differentiation. The methods include manual film removal and machine spray film removal.
The spray film removal machine is used, and its spray pressure is 2-3kg/cm2, the film removal quality is good, the removal is clean and thorough, and the production efficiency is high. Increasing the temperature can increase the speed of film removal, but if the temperature is too high, it is easy to produce black holes, so the temperature should generally be 50 to 60 °C.
Be sure to clean it after removing the film. If there is excess glue on the surface after removing the film, the main reason is that the process parameters of the baking process are incorrect, and it is generally excessive baking.
All in all, strict control of process conditions is the premise of ensuring product quality. Only by adopting effective operation skills and process methods and strengthening total quality management (TQM) according to the process equipment and process technology level of each company, can the qualification rate of products be greatly improved.
XPCB Limited is a premium PCB & PCBA manufacturer based in China.
We specialize in multilayer flexible circuits, rigid-flex PCB, HDI PCB, and Rogers PCB.
Quick-turn PCB prototyping is our specialty. Demanding project is our advantage.
Tel : +86-136-3163-3671
Fax : +86-755-2301 2705
Email : [email protected]
© 2024 - XPCB Limited All Right Reserve
